






















Common material handling equipment for color sorters and their respective applications to different types of materials.
Date:2026-03-04 Views:754
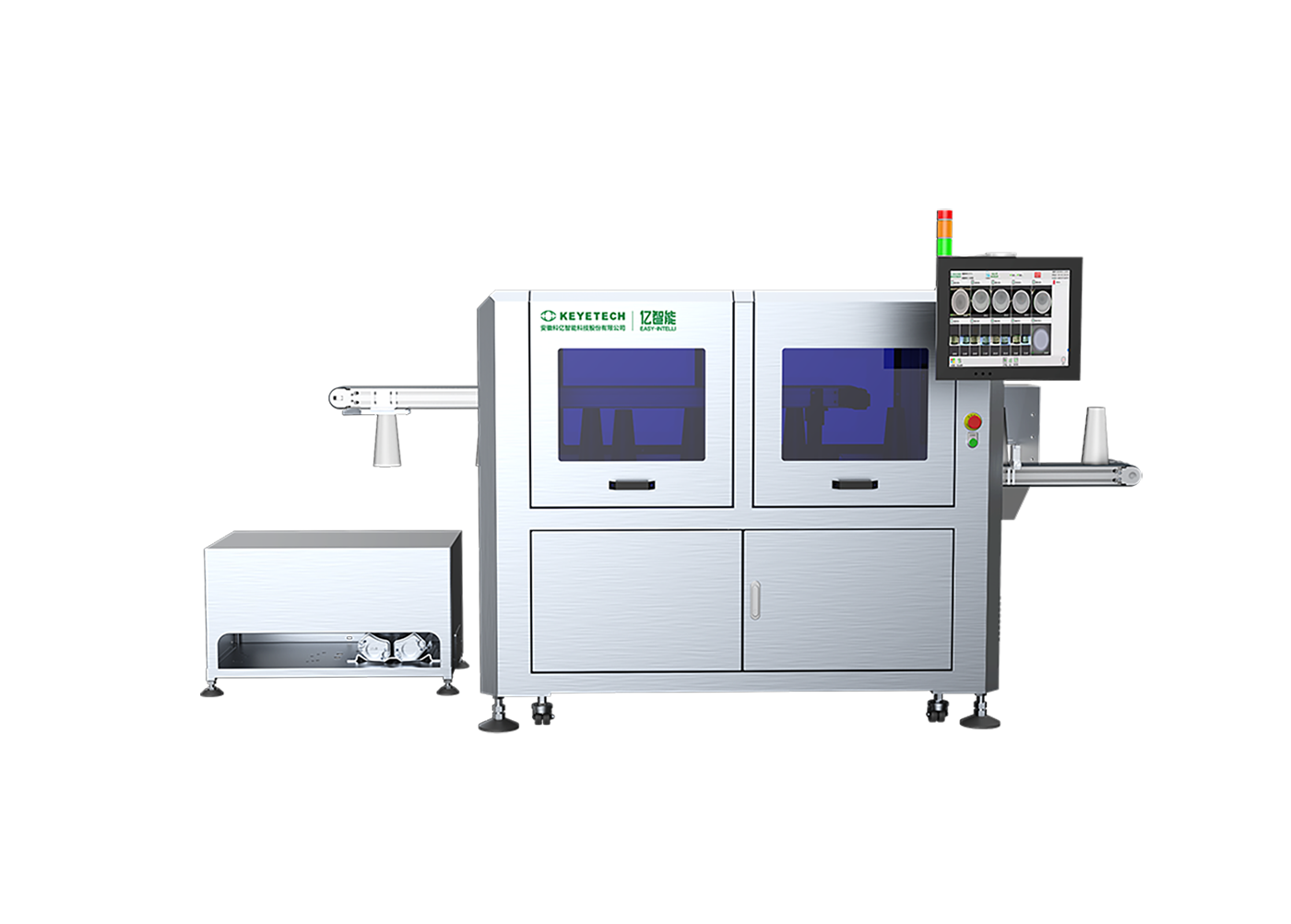
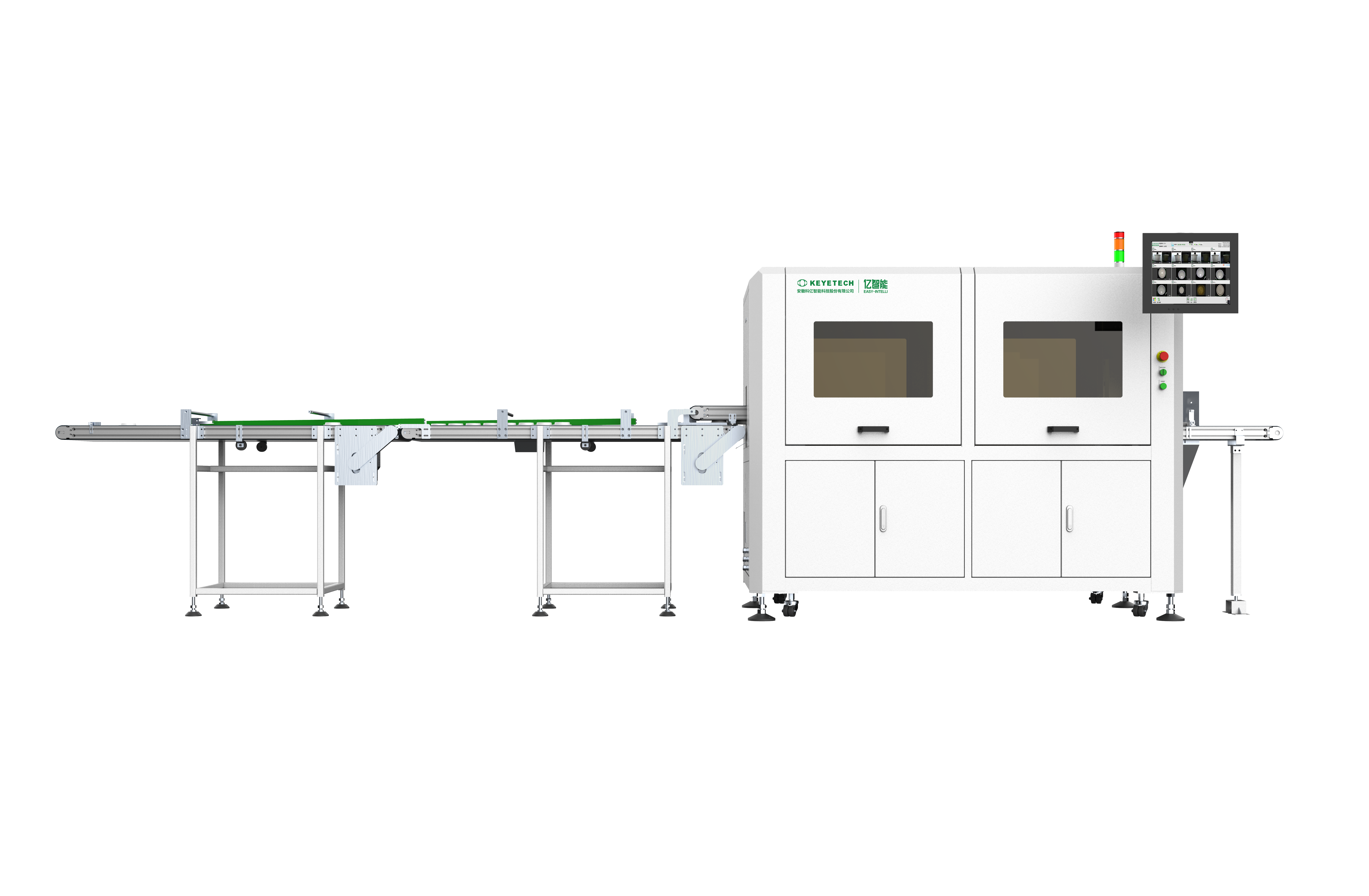
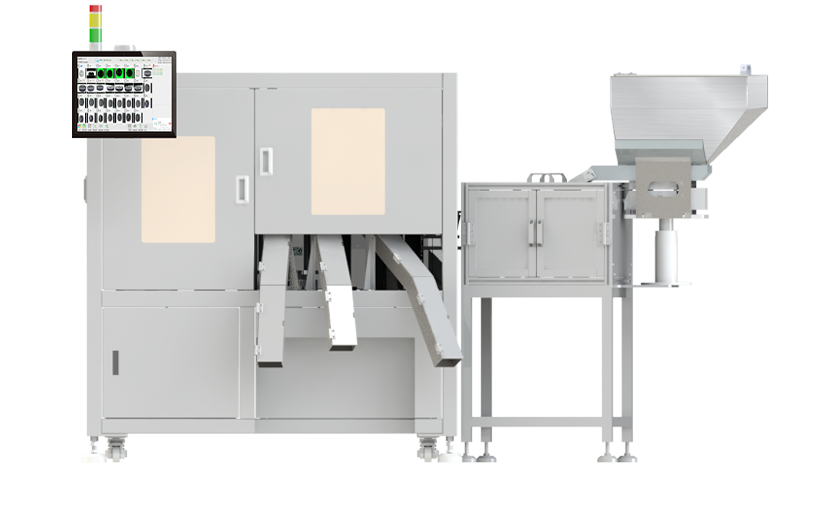
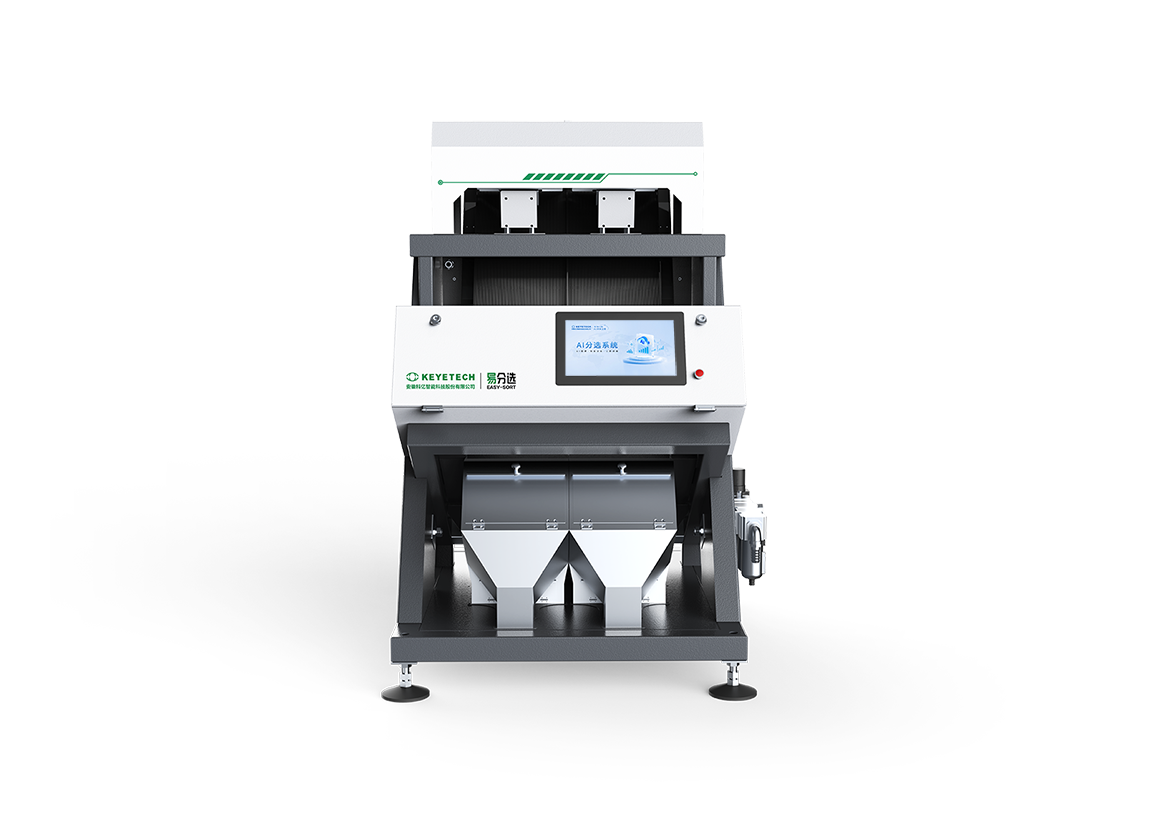
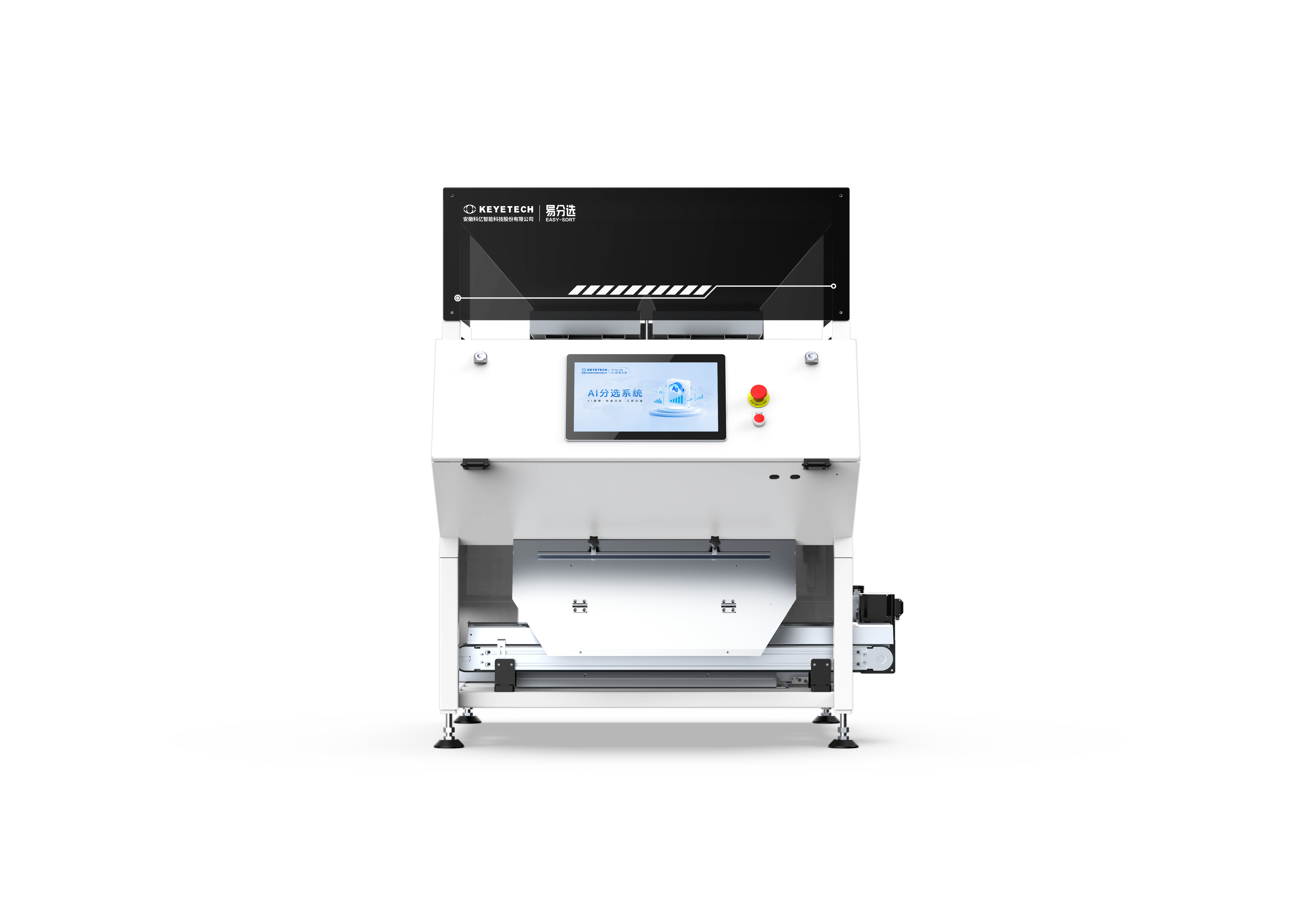
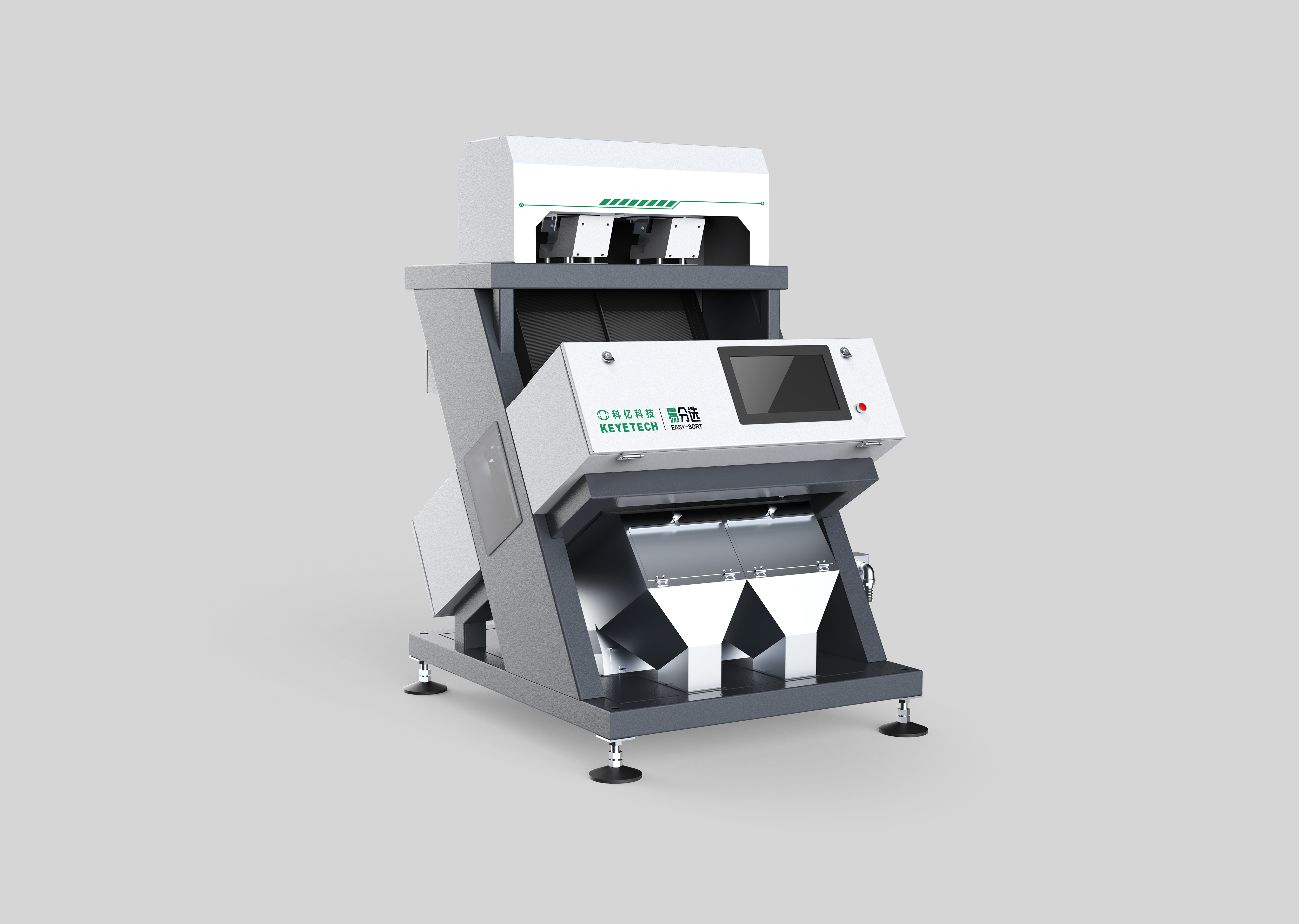
The main function of the elevator associated with the color sorter is to vertically transport materials from a lower location to the sorter's inlet. It is often combined with material handling units such as vibrating feeders and screeners to achieve automated material feeding and handling.

Common classification methods for hoists include: by traction and load-bearing components, they can be divided into belt hoists and chain hoists; by drive mode, they can be divided into motor-driven hoists and hydraulic-driven hoists; and by lifting height, they can be divided into low-lift hoists and high-lift hoists. Different types of hoists are suitable for different material characteristics, site conditions, and process requirements.
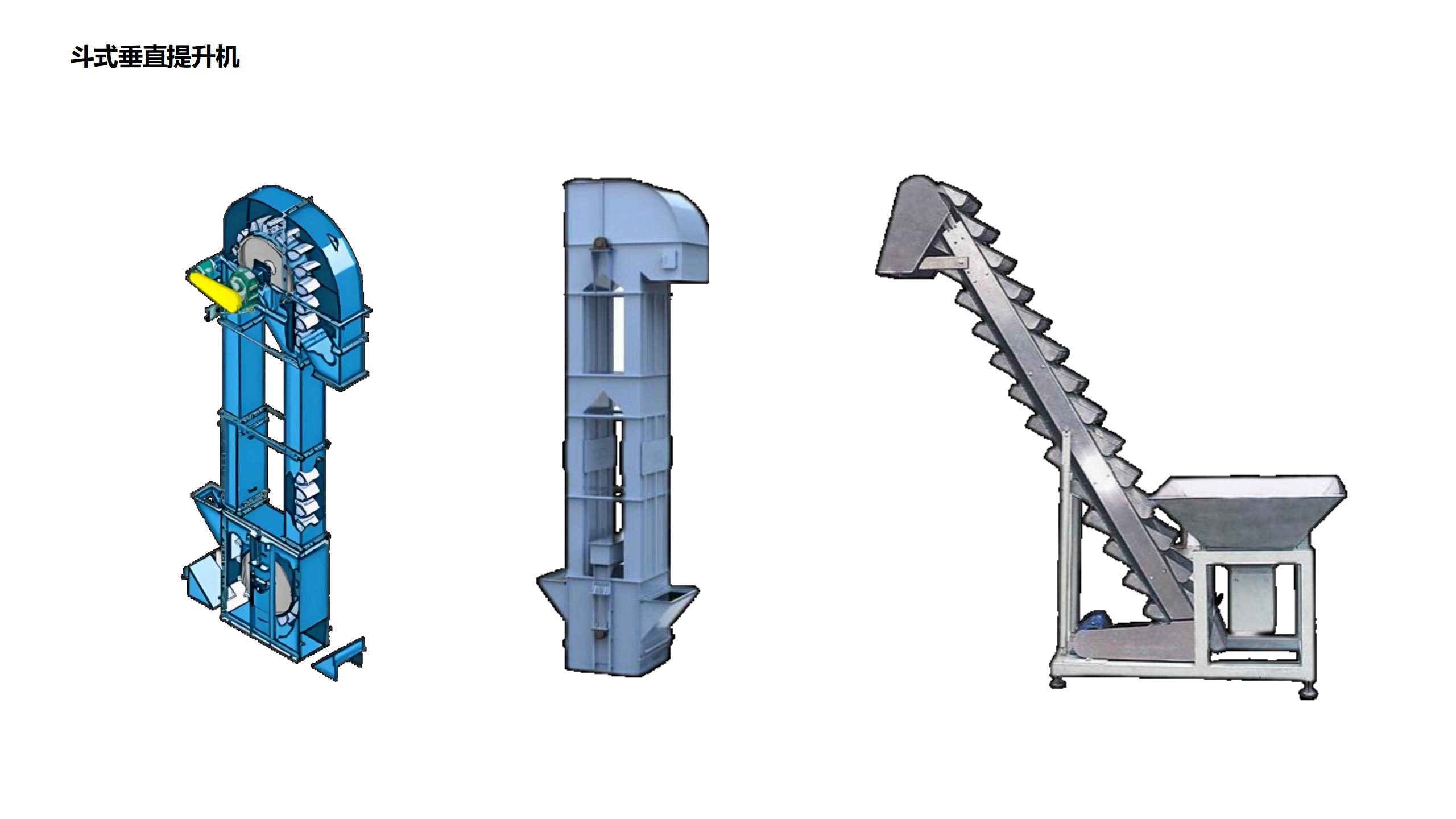
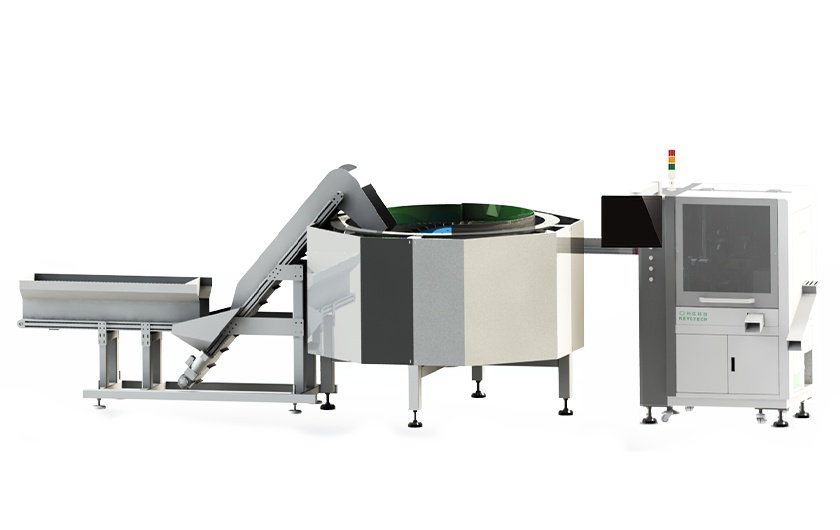
In the color sorting production line, the bucket elevator is the most widely used and efficient vertical feeding equipment. It is suitable for grain types such as rice, wheat, corn, beans, miscellaneous grains, rapeseed, and peanuts; industrial types such as plastic granules and chemical raw material granules; and other types such as nuts (melon seeds, pine nuts), traditional Chinese medicinal materials (in granular or sliced form), and other materials.
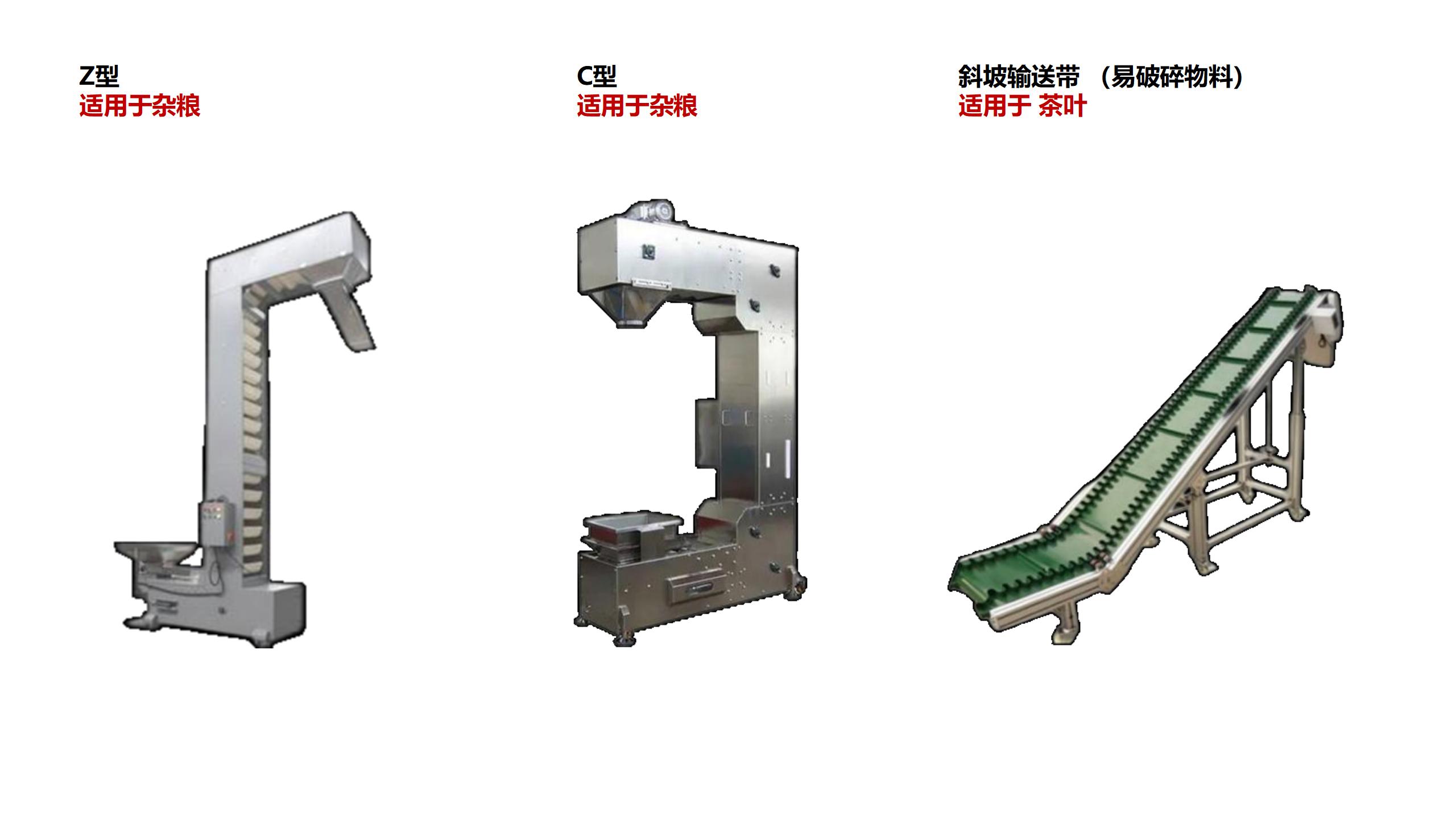
In comparison, the inclined conveyor belt elevator is more suitable for conveying materials that are sensitive to crushing, such as tea leaves.




